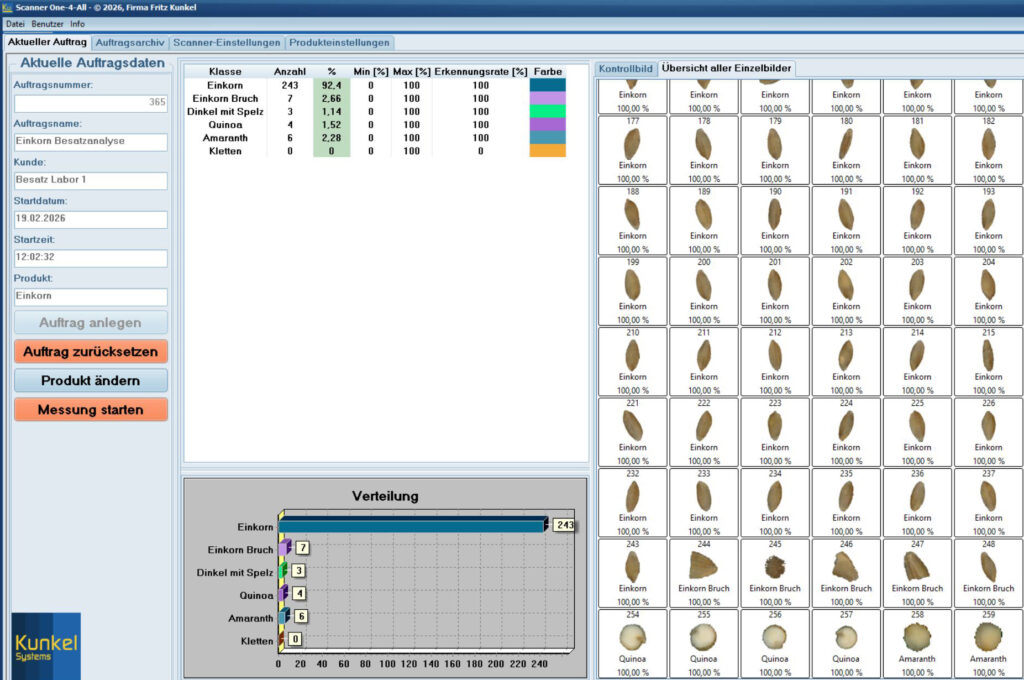
wir freuen uns mitteilen zu dürfen, dass wir ein neues System entwickelt haben, dass Ihnen die Besatzanalyse im Saatgut-Handel, Labor und im Mühlenbetrieb noch leichter machen wird.
Mit dem neuen Scanner One-4-All haben wir all unser Wissen in einem System vereint und kombinieren die neusten Methoden der digitalen Bildverarbeitung und unsere Erfahrung in der Lebensmittelindustrie. Als Kunde erhalten Sie ein leicht zu verstehendes und bedienbares System, dass Ihnen die aufwändige optische Untersuchung, Auszählung und Auswertung von Getreideproben komplett abnimmt.
Besonderer Vorteil für Sie als Kunde:
Das System vereint die Stippenzählung für Mehl und Grieß und die moderne Besatzanalyse in einem System. Sie erhalten zwei Systeme, mit dem Sie sowohl Mühlenprodukte, Mehl und Grieß auf Stippen, als auch die Eingangsware und das Getreide auf Besatz untersuchen können.
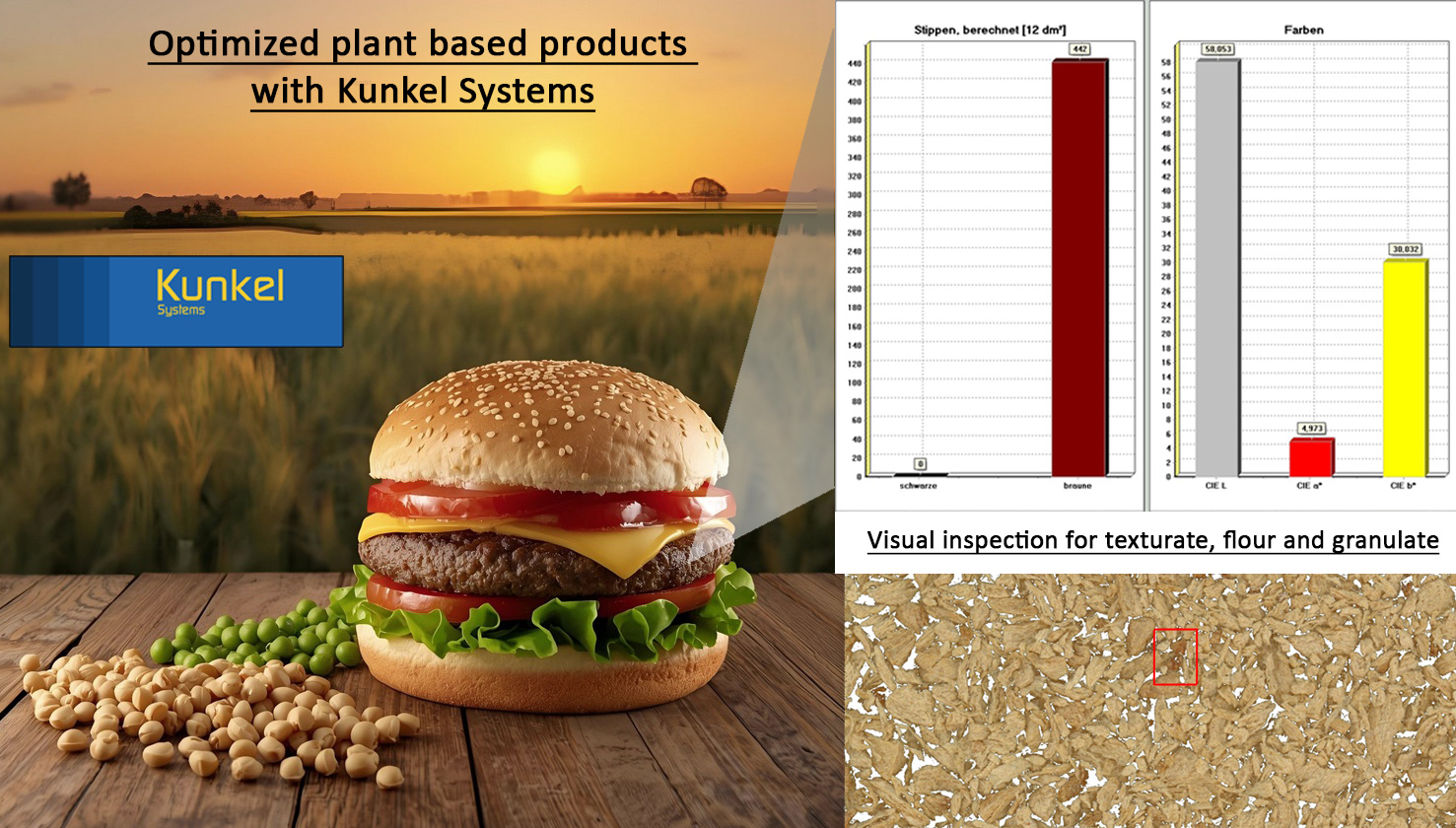
Viele Menschen möchten sich gerne gesund, proteinreich, aber auch klimaneutral und mit einem hohen Umweltbewusstsein ernähren. Ein neuer Trend auf dem Lebensmittelmarkt sind daher Fleischersatz-Produkte. Für die Hersteller bietet sich hier ein großer und attraktiver Markt, der wiederum durch neue und angepasste Herstellungsverfahren wie z.B. das Extrusionsverfahren möglich wird. Stärke- und Proteinreiche pflanzliche Ausgangserzeugnisse wie z.B. Erbsen, Ackerbohnen, Weizen, Kartoffeln oder Soja können so zu einer maßgeschneiderten Mischung geformt werden. Durch die Extrusion entstehen z.B. Texturate, die eine Muskelfaser-ähnliche Konsistenz haben und sich hervorragend als Fleischersatz eignen. Durch die spezielle Mischung kann auch der Proteinwert erhöht werden, so dass gesundheitsbewusste und sportliche Kunden besonders angesprochen werden. Ein Trend sind z.B. eiweißreiche Snacks, die wiederum auf veganer Ernährung basieren.
Die Hersteller von Lebensmitteln und deren Kunden können über die Form, die Textur, den Geschmack, die Knusprigkeit etc. selbst bestimmen. Für die Produzenten ist es eine große Herausforderung, die Produkte stets gleichbleibend und von hoher Qualität herzustellen. Denn die Heiß- und Kaltextrusion ist in erster Linie ein physikalisches Verfahren, bei der immer Unregelmäßigkeiten (z.B. Farb-, Temperatur- und Größenschwankungen) auftreten können. Der Kunde erwartet aber ein gleichbleibendes, qualitativ hochwertiges Produkt. Im Supermarkt-Regal angekommen, erwarten die Endverbraucher ebenfalls höchste Qualitätsmaßstäbe und ein schönes Aussehen. Hier ist z.B. die Farbe sehr wichtig. In der letzten Zeit gibt es bei den Lebensmittel-Produzenten und den Erzeugern von Rohstoffen einen Trend zu größeren Texturaten (z.B. Chunks) oder auch spezifisch hellen Textur-Produkten. Hier ist wiederum die Farbe wichtig und dass man nicht so viele Einschlüsse oder Produktionsmängel (Stippen) erkennt.
Die Firma Kunkel bietet für diesen wachsenden und interessanten Markt der Fleischersatzprodukte die passenden Lösungen, denn maßgeschneiderte Produkte erfordern maßgeschneiderte Qualitätsuntersuchungen
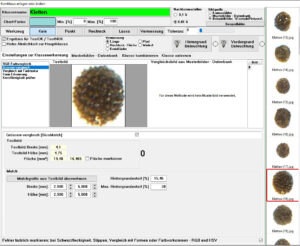
Mit dem OKS Scanner System können wir extrudierte Produkte auf Texturfarbe, Größe und Form untersuchen. Außerdem ist es möglich, die Stippen und Farbveränderungen innerhalb der Texturate zu erkennen. Die aufwändige Messung von Hand und eine ungenaue, subjektive Einschätzung der Produktqualität wird dadurch vermieden.
Mit dem gleichen System ist es möglich, Fleischersatz-Mehle wie z.B. Ackerbohnen oder Kichererbsen-Mehl zu untersuchen.
Es werden viele Messwerte ausgegeben, mit der die Qualitätssicherung die eigenen Vorgaben stets einhalten kann. Mit einem Messvorgang, der nur ca. 2 Minuten dauert, kann eine DINA4 große Fläche auf Farbe im laborüblichen CieLab-Farbraum gemessen werden. Zudem können braune, schwarze oder benutzerdefinierte Stippen (farbliche Punkte oder Einschlüsse) gefunden werden. Die gesuchte Stippengröße ist frei einstellbar. Außerdem werden der Weißgrad (für helle stärke-ähnliche Produkte) und der Gelbheitswert (Yellow-Index) gemessen. Beides sind Werte, die bei der Lebensmittel-Produktion regelmäßig zum Einsatz kommen und ein einheitliches Aussehen garantieren.
Fazit
Plant-based Produkte dienen dem gestiegenen Verbraucher-Interesse nach nachhaltigen Produkten, die Fleisch teilweise oder ganz ersetzen sollen. Trotzdem möchte man mehr Protein zu sich nehmen und bestimmte Inhaltstoffe (wie z.B. Gluten) ganz vermeiden. Neben der besseren Verträglichkeit der Fleischersatzprodukte, ist vor allem das Umweltbewusstsein der anspruchsvollen Käuferschicht die tragende Kaufentscheidung. Hersteller sollten aber auch darauf achten, dass bei der Produktion die eigenen Qualitätsversprechen eingehalten werden, damit der Kunde treu bleibt. Auch sollte der Energieverbrauch bei der Erzeugung niedrig sein. Denn nur so bleibt die Argumentationskette für eine nachhaltige und bessere Ernährung schlüssig!
Dabei helfen die intelligenten und anpassungsfähigen Software-Lösungen der Firma Kunkel.
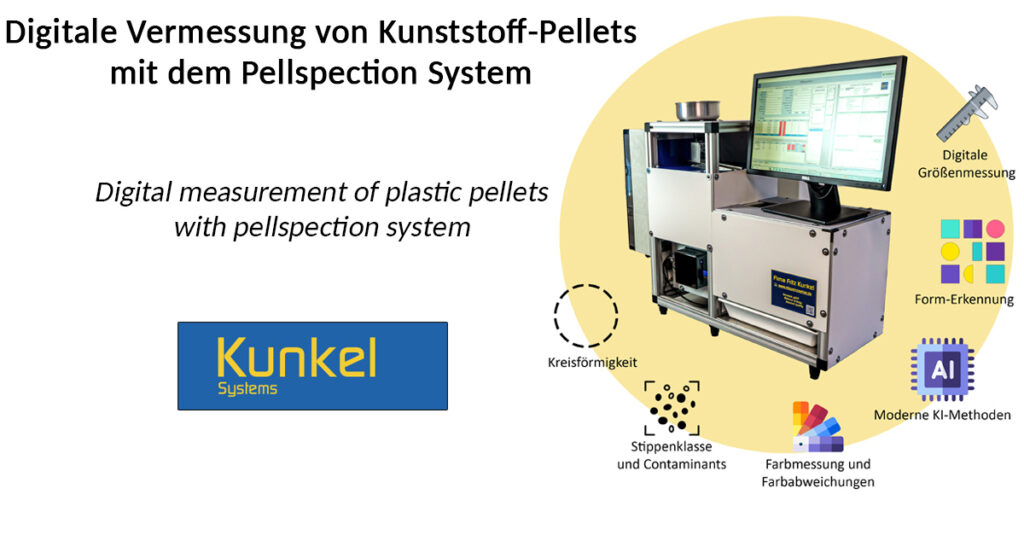
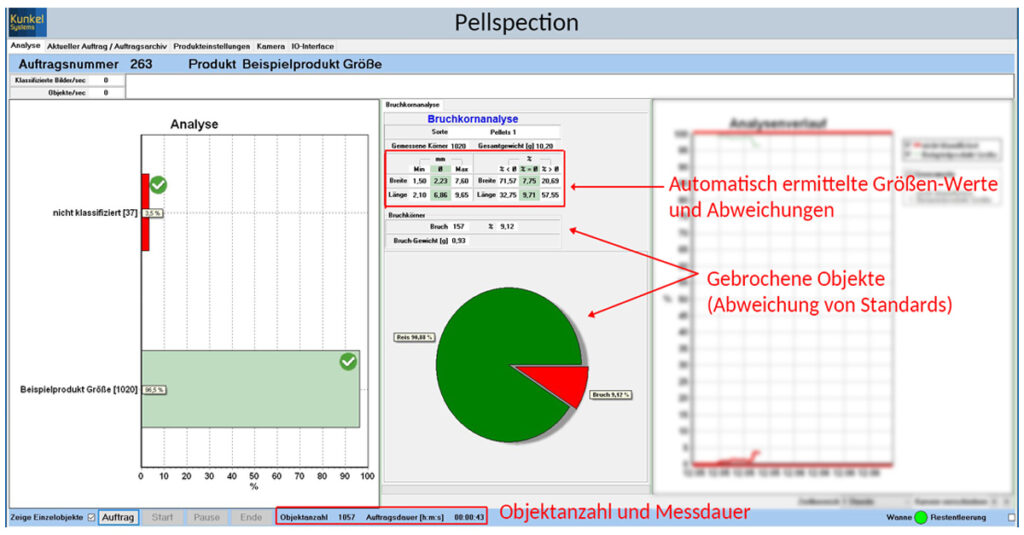
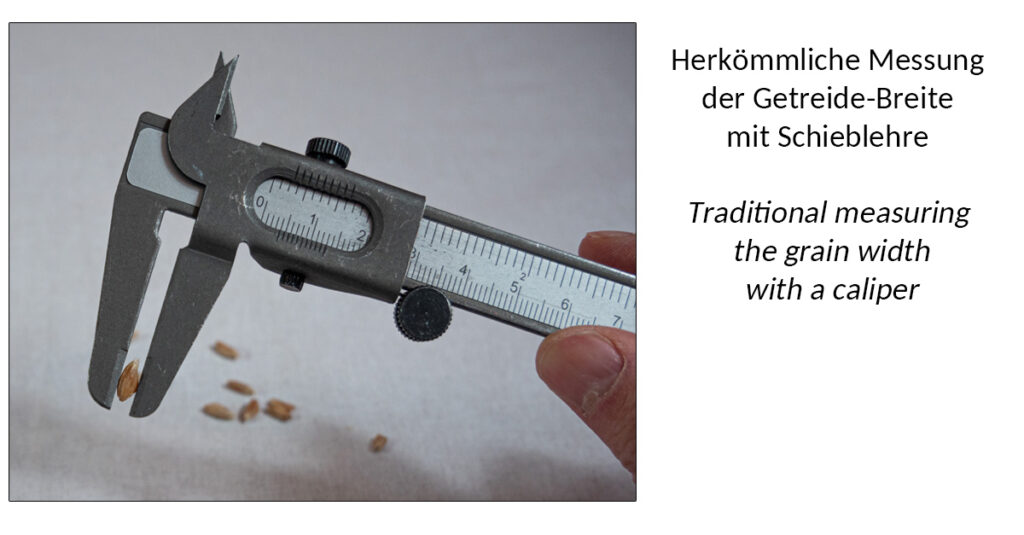
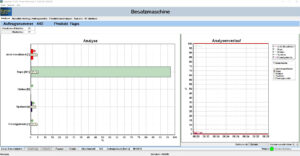
In diesem neuen Video wird das Feature ‚Größenmessung‘ des Pellspection-Systems vorgestellt. Das „Pellspection-System“ ist eine moderne Analyse-Maschine, die man in industriellen Anlagen direkt neben der Produktion oder im Labor einsetzen kann. Es werden moderne Verfahren der digitalen Bildverarbeitung genutzt. Mit der automatischen Größenmessung können kleine Objekte, wie z.B. Reis, Getreide oder Kunstoff-Pellets auf ihre Größe untersucht werden. Es ist möglich, die kleinsten, größten und den durchschnittlichen Wert zu ermitteln, ein manuelles Ausrechnen oder eine herkömmliche Vermessung mit dem Messschieber oder Lineal ist dann nicht mehr erforderlich. Neben der Länge und Breite, können auch die Fläche, der Umfang oder die Kreisförmigkeit ermittelt werden. Ein Abgleich auf bisherige Methoden, die sich häufig nach dem Gewicht einer Laborprobe richten, ist ebenfalls möglich. Durch die digitale Erfassung der Daten ist ein einfacher und schneller Daten-Export möglich.
Mehr Informationen zum Pellspection-System finden Sie hier: Pellspection
Wenn Sie das System zur Untersuchung von Getreide, Reis oder Hülsenfrüchte einsetzen möchten, schauen Sie bitte unter Besatzmaschine nach.
Mit dem neusten Update von Pellspection haben wir ein neues Feature integriert: Die vollautomatische, digitale Größenmessung von Objekten. Diese Methode wurde das erste Mal zur digitalen Messung von Reis und Bruchreis entwickelt. Das Besondere an der Methode ist, dass die Maschine selbst die Werte erkennt und berechnet und keine aufwändige Vor-Kalibrierung nötig ist. Im Vergleich zu herkömmlichen manuellen Methoden ist diese Technik wesentlich schneller und einfacher.
Mit dieser Funktion können aber auch alle anderen, rieselfähigen Schüttgüter wie z.B. Reis, Getreide oder Kunststoff-Pellets auf Ihre Größe und Größenabweichung untersucht werden.
Ein weiterer Vorteil liegt darin, dass die Messung sehr schnell und automatisch erfolgt. Es ist möglich bis zu 100 Gramm pro Minute zu untersuchen. Dazu ist dann kein Lineal oder Messschieber mehr erforderlich und die Laborarbeit wird deutlich beschleunigt und vereinfacht. Es wird mit der automatischen Berechnung der Durchschnittsgrößen und der prozentualen Abweichung sehr einfach, produktionsbedingte Abweichungen von Zielwerten zu bestimmen.
Das System kann entweder im Labor oder auch prozessnah eingesetzt werden, um eine schnelle Kontrolle der aktuellen Produktion zu gewährleisten.
Mit der Eingabe eines Einzelobjekt-Gewichtes ist es außerdem möglich, eine Zuordnung zu herkömmlichen Labor-Methoden herzustellen, die meistens auf dem Gewicht einer Probe beruhen. Der Benutzer kann also die Menge der untersuchten Objekte und auch die Abweichung, z.B. von gebrochenen Objekten in Gramm ablesen. Eine Warnung bei Unter- oder Überschreiten der Werte ist ebenfalls möglich.
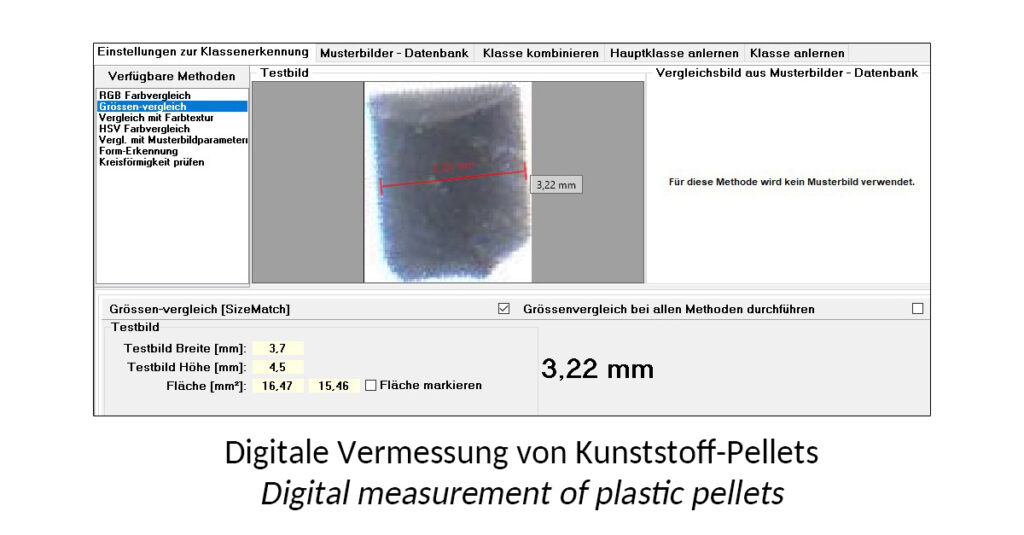
Beispiel: Ein Betrieb stellt Kunststoff-Pellets her, die eine Länge von 5 mm und eine Breite von 3 mm haben sollen. Das Labor möchte wissen, wie viel Prozent dieser Pellets noch im guten Bereich sind und wie viel zu groß oder zu klein sind. Meistens werden 20 Gramm untersucht und daraus ein Standard erstellt.
Vorgehensweise:
Der Benutzer wählt die Methode „Größenmessung“ aus
Anschließend muss der Benutzer nur noch eine frei definierte Menge seines Produktes in das Pellspection-System eingeben, z.B. 100 Gramm
Dann klickt man auf „Auftrag starten“
Die Beförderung des Produktes und die Messung wird vollautomatisch durchgeführt
am unteren Rand der Programmoberfläche kann man die aktuelle Objektanzahl einsehen, diese kann in der Zukunft als Standardwert genommen werden (z.B. immer 3000 Objekte) oder man nimmt das Gewicht (immer 100 Gramm)
Wenn der Auftrag beendet ist, sind alle Objekte auf Länge und Breite untersucht und die Daten werden angezeigt
Messwerte für den Benutzer und das Labor
Der Benutzer erhält zahlreiche Messwerte, die sofort und unmittelbar abzulesen sind:
Der aktuelle Längen- und Breiten-Durchschnitt aller Objekte (in mm)
das kürzeste und längste Objekt (in mm)
das dünnste und breiteste Objekt (in mm)
wie viele Objekte sind kleiner als der Durchschnitt (prozentual)
wie viele Objekte sind genauso groß wie der Durchschnitt
wie viele Objekte sind größer als der Durchschnitt (prozentual)
wie viele Objekte sind gebrochen oder deutlich kleiner als die Zielvorgabe (prozentual)
wie schwer ist die Gesamtmenge meiner Objekte (in Gramm)
wie schwer ist die Menge der gebrochenen Objekte (in Gramm)
Welche Objekte können untersucht werden, bzw. bei welchen Objekten ist so eine Analyse sinnvoll?
Für die digitale Untersuchung und Größenmessung mit unserem Pellspection-System gibt es nur wenige Einschränkungen. Es können alle Produkte untersucht werden, die man als „einzelnes Objekt“ erkennen und zählen kann. Dazu werden diese über zwei spezielle Vibrorinnen befördert und vereinzelt. Anschließend werden die Objekte mit einer Kamera „fotografiert“ und klassifiziert.
Die Objekte können eine Korngröße ab 0,5 mm haben. Wenn die Objekte deutlich größer sind, ist es auch möglich, die Vibrorinnen für das Spezial-Produkt anzupassen bzw. eine etwas größere Version zu bauen. Sprechen Sie uns gerne an, wenn Sie eine spezielle Lösung brauchen!
Beispiel-Produkte:
Reis-Körner
alle Getreide-Sorten wie z.B. Weizen, Dinkel, Hafer, Roggen, Emmer, Einkorn, etc.
alle Kunststoff-Pellets, egal ob sie länglich, quadratisch oder rund sind (auch die Messung der Kreisförmigkeit ist möglich)
Hülsenfrüchte wie z.B. Erbsen, Linsen, Bohnen
andere Lebensmittel wie z.B. Kaffeebohnen, Granulate, Süßigkeiten, Müsli (Flakes)
technische Produkte, die eine hohe Anforderung an die korrekte Korngröße haben: z.B. Schweißgranulat
Dank unserer guten Zusammenarbeit mit der Firma „Müller´s Mühle“ kann die Besatzmaschine jetzt auch zur Analyse von Reis und Hülsenfrüchten verwendet werden.
Die Besatzmaschine als Reis-Analysegerät im Labor von Müller´s Mühle
Letztes Jahr bekam die Firma Kunkel einen neuen Auftrag der Müllers Mühle GmbH. Diese Firma ist eine der größten Erzeuger für Hülsenfrüchte und Reis in Deutschland und das Logo mit dem „Mühlenmännchen“ hat vor allem in deutschen Haushalten einen hohen Wiedererkennungswert.
Der dortige Produktionsleiter Herr Alfer wurde auf unsere Besatzmaschine aufmerksam, die auch in der Hildebrandmühle in Mannheim installiert ist. Er wollte wissen, ob sich dieses Gerät auch für die Analyse von Hülsenfrüchten oder Reis eignen würde. Da wir immer bestrebt sind, unsere Technologien weiterzuentwickeln und auf neue Anwendungsfelder auszuweiten, war dies ein sehr interessanter Auftrag, den wir sofort angenommen haben.
Wir wissen, dass unsere Maschine und vor allem unsere Software sehr flexibel ist und freuten uns auf die vielen Proben, die dann auch bald in unser Haus geliefert wurden. Wir sollten uns dabei als erstes um den Reis kümmern und als zweites schauen, ob das Gerät auch für Hülsenfrüchte wie z.B. Linsen, Erbsen oder Bohnen geeignet ist.
Die Besatzmaschine als Bruchkorn-Analysegerät im Labor
Thema Reis
Auch wenn Reis grob zu Getreide gezählt wird, so ergaben sich in der Praxis doch völlig neue Aufgaben und Probleme, die wir lösen und berücksichtigen mussten. Man muss sich bei der digitalen Analyse an die Richtlinien halten, die in der Lebensmittelwirtschaft bereits etabliert sind. Reis wird intern in ganz andere Kategorien eingeteilt als Weizen und mit der BLL Richtlinie für Reis hatten wir eine gute Grundlage und Vorgabe für unsere digitale Analyse.
So gibt es beim Reis z.B. die Kategorien Reis, Weißreis, Naturreis, geschliffener Reis und die wichtige Kategorie Bruchreis. Dieser Bruchreis ist ein „unerwünschtes Nebenprodukt“ der Produktion und Lagerung und wird nochmal in grob, mittel, fein und Bruchstücke unterteilt. Aber auch die Farbe oder Textur des Reises wird bei der Qualitätskontrolle untersucht und so gibt es z.B. die Kategorien Parboiled Reis, Kreidige Körner, Bernstein-farbige und gelbe Körner, Paddys und Fremdbesatz. Dieser Fremdbesatz wird wiederum in organische und anorganische Fraktionen unterteilt.
Kreidige Körner sind ähnlich wie mehliger Durum nicht vollständig ausgereift und ihre Oberfläche ist mehlig und nicht durchsichtig. Paddy ist Reis, der nur gedroschen wurde und noch von einer deutlich erkennbaren Strohhülse umgeben ist.
Unterschieden wird der Reis wiederum in verschiedene Klassen, so gibt es z.B. Rundkorn, Mittelkorn und Langkorn-Reis. Wichtig ist das vor allem dann, wenn man das Längen/ Breiten Verhältnis bei der Analyse untersuchen möchte, weil das wiederum Rückschlüsse auf die Reissorte zulässt.
Einteilung von Reis in verschiedene Kontrollbilder (Bilder aus der Maschine)
Umsetzung in die Besatzmaschine
Es war nun unsere Aufgabe, diese vielfältigen optischen Qualitätskriterien zu gliedern und in ein geeignetes maschinelles Verfahren zu überführen. Der Wunsch des Kunden sah vor, dass man „einfach die Probe in die Maschine einfüllt“ und nach der automatischen Analyse die Werte ablesen kann. Bis jetzt wird das alles noch von Hand gemacht und diese Arbeit ist sehr aufwändig und personalintensiv. Vor allem bei der Menge der Proben, die in der Fabrik in Gelsenkirchen anfallen, liegt es nahe eine automatische Lösung zu schaffen.
Im Labor der Müllers Mühle wird zudem jedes einzelne Korn mit der Schieblehre vermessen bzw. mit einem Lineal die „dreiviertel Korn“- Länge bestimmt. Diese ist wiederum Grundlage für die Berechnung des Bruchanteils. Denn nur Körner die kleiner als ¾ der durchschnittlichen Kornlänge sind, werden als Bruch bezeichnet. Unsere Besatzmaschine sollte also vollautomatisch die durchschnittliche Länge und Breite, die Länge des ¾ Kornes und den Bruchanteil in Prozent ermitteln.
Der Vorteil der Besatzmaschine ist, dass sie sehr dynamisch und flexibel aufgebaut ist. So war es relativ einfach, neue Spezialklassen aufzubauen, die sich z.B. auf die Erkennung der Paddys oder die rötlichen Körner konzentrieren.
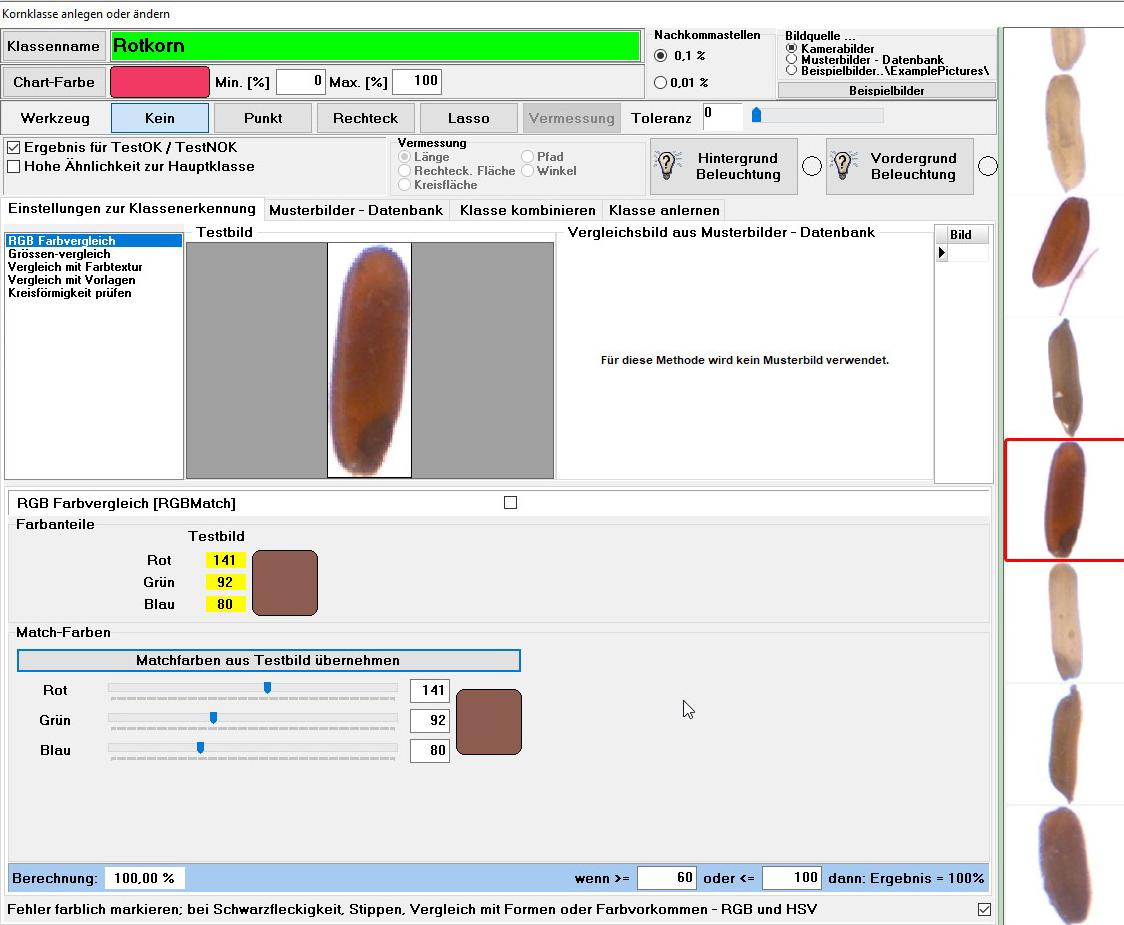
RGB-Farbmessung für Rotkorn
Sonderfall Bruchkorn
Den Bruchanteil der Probe hatten wir in einer ersten Programm-Version über die Größe und die elliptische Form des Reiskornes erstellt. Unterschreitet ein Objekt eine bestimmte Größe und weist zudem noch eine gebrochene oder „unrunde“ Form auf, ist die Wahrscheinlichkeit sehr hoch, dass es sich hierbei um ein gebrochenes Reiskorn handelt.
Erste Analysen waren dann auch schon ganz gut, aber nicht gut genug. Meistens wichen die Prozente zwischen 1 und 5 Prozent ab, manchmal noch deutlicher. Herr Alfer bemängelte zurecht, dass bei so einer Lösung immer erst die Hauptklasse bekannt sein und auch erst manuell definiert werden muss. Das war ihm aber nicht dynamisch genug, da er in seinem Labor mit unzähligen Reissorten konfrontiert ist und die Maschine ja am Ende Arbeit und Energie sparen soll.
Das Ziel für die Überarbeitung der Maschine sah nun so aus:
Nimm einen beliebigen Reis und fülle ihn in die Besatzmaschine
Die Maschine ermittelt automatisch die Größe der Hauptklasse und erstellt einen Längen- und Breitenwert
Berechne daraus die Größe für den Bruchgrenzwert (also die ¾ Größe)
Ermittele alle Objekte, die kleiner als dieser Bruchgrenzwert sind und erstelle die Prozentangaben automatisch
Diese Vorgänge sind alle in einem einzigen Vorgang in Echtzeit zusammengefasst.
Mit diesem Update fuhren wir im Dezember nochmal nach Gelsenkirchen und stellten die neue Lösung dem Kunden vor. Die Ergebnisse wurden deutlich besser und auch völlig neue, unbekannte Reisproben wurden nun viel besser und vor allem schneller untersucht. Dennoch gab es eine geringe Abweichung von der manuellen Analyse und Herr Alfer, Herr Kunkel und ich überlegten, woran das wohl liegen könnte.
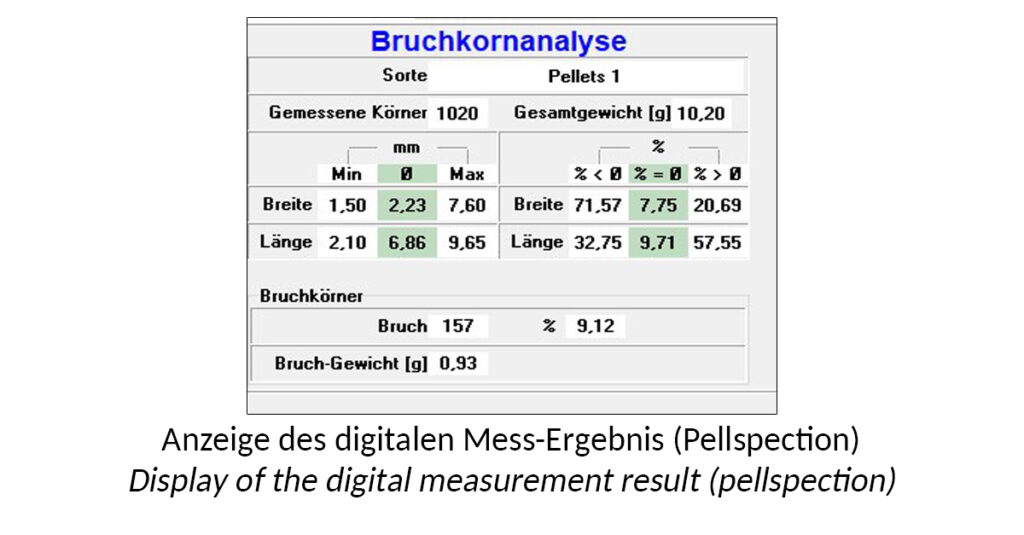
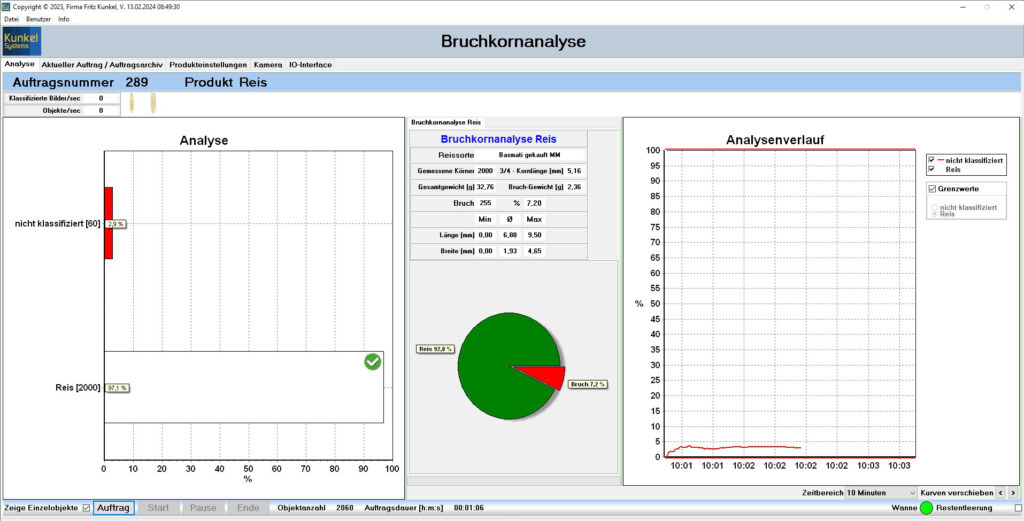
Die fertige Bruchkorn-Analyse. Der Kunde kann alle Werte auf einen Blick ablesen
Schnell kamen wir darauf, dass die Maschine ja „Objektprozent“ ermittelt, im Labor aber die „Gewichtsprozent“ ermittelt werden. Das führt unweigerlich zu Abweichungen. Denn für die Maschine war jedes Bruchkorn nur ein Objekt und dementsprechend erhöht sich die Prozentzahl immer gleichbleibend und linear. Wenn im Labor aber nun ein kleines Bruchkorn oder ein größeres Bruchkorn gewogen wird, ergeben sich am Ende andere Prozentzahlen.
Herr Alfer fragte uns also, ob es nun möglich sei, die Maschine dahingehend anzupassen und noch einen Wert für das „Einzelkorngewicht“ in die Software zu implementieren. So kann die Maschine leichter erkennen, inwiefern kleine Objekte in der Prozentangabe anders gewichtet werden sollen als große.
Einzelkorngewicht Reis und automatische Analyse
Wir haben die Software also nochmal überarbeitet und nun erfüllt sie ihren Zweck vollumfänglich.
Der Kunde muss für jede Reissorte das Einzelkorngewicht bestimmen und in der Datenbank hinterlegen. Dies muss für jede Reissorte nur einmal gemacht werden. Die Maschine berechnet anhand der gezählten und gewogenen Körner dann das Gewicht und kann dieses in die Analyse einfließen lassen. Sogar die Größe der gebrochenen Körner wird berücksichtigt und das Gewicht dann anteilig berechnet, so dass die Maschine einer optischen Waage gleichzusetzen ist.
Der Vorteil an dieser Waage ist aber, dass sie wesentlich schneller als die manuelle Methode arbeitet und am Ende ein Ergebnis mit einer Genauigkeit von weniger als 1 Prozent der Kunden-Werte liefert.
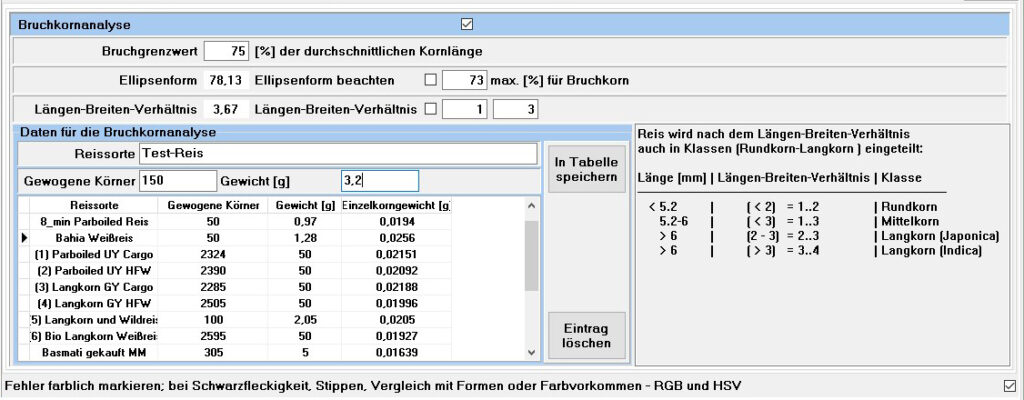
Tabelle zur Eingabe des Einzelkorn-Gewichtes
Fazit
Was leistet die Besatzmaschine nun für das Thema Reis und Bruchkorn?
Eine beliebige Reissorte kann direkt in die Maschine gefüllt werden
Die Maschine übernimmt die Messung der Länge und Breite aller Reiskörner
Die Geschwindigkeit ist dabei deutlich schneller als die manuelle Analyse, ca. 35 Gramm pro Minute (das sind ca. 2000 Reiskörner pro Minute)
Die durchschnittliche Länge und Breite aller Reiskörner wird berechnet und ausgegeben
Der ¾ Wert des Reises ist sofort abzulesen
Man erkennt auf einen Blick die „Hauptklasse“ und die „gebrochenen Körner“
As a young company, we are still looking for investors and strong partners who would like to work with us to advance the company and our ideas.
As part of a longer series, we would like to tell you more about our “grain assessment machine” today (more info here) and present it in the form of a short summary (pitch) of the product idea and the market. Why is such a machine even needed? What is the idea behind it? What do possible sales opportunities look like and how could they be expanded and supplemented technologically?
Because we are also looking internationally for interested parties, this article is in English. Thank you for your interest.
Ein weiterer interessanter Anwendungsfall für die Besatzmaschine
Kletten und Raps – stark vergrößert
Wer kennt sie nicht, diese kleinen pelzigen, haarigen Samenkugeln, die im Sommer beim Streifen durch die Wiese gerne mal an der Kleidung hängenbleiben? Es handelt sich meistens um die Samen des „Kletten-Labkrautes“, einer krautigen einjährigen Pflanze, die zwar als Arzneipflanze oder sogar als „Lab-Ersatz“ genutzt werden kann, beim landwirtschaftlichen Anbau von Getreide aber als störendes Ackerunkraut gilt. Beim Spazierengehen kann man die Kletten vielleicht noch mit spitzen Fingern von der Hose zupfen, im großen industriellen Stil ist es viel aufwändiger und die Reinigungsmaschinen müssen speziell eingestellt werden. Das verursacht Kosten durch Zeit- und Energieaufwand. Außerdem erhöht sich die Trocknungszeit und das Endprodukt wird durch die fremden Inhaltsstoffe verunreinigt.
Vor allem beim Raps gehört das Kletten-Labkraut zu den fünf häufigsten Unkrautarten und hat z.B. die Eigenschaft, höher als die Raps-Pflanzen zu wachsen und dann eine Licht-Konkurrenz zu erzeugen. Weil die Pflanze außerdem ein Stickstoffanzeiger ist, profitiert sie von einer starken und häufigen Düngung. Weil sie auch schwierig zu bekämpfen und widerstandsfähig ist, kann sie im schlimmsten Fall den gesamten Ertrag um bis 60 Prozent mindern (Quelle: Wikipedia).
Landwirtschaftliche Erzeuger, aber auch die Ölmühlen, die die Rapssaat anschließend reinigen und weiterverarbeiten, müssen also sehr darauf achten, wie hoch der „Klettenanteil“ in ihrem Grundprodukt ist und brauchen sofort eine Warnung, wenn sich der kritische Wert erhöht oder die ganze Ware damit verunreinigt ist. Mühlen machen das meistens mit einer manuellen Besatzanalyse, dabei werden zwischen 20 und 50 Gramm mit dem Auge, der Pinzette und der Waage begutachtet. Das wertvolle Personal des Labors wird dann mit einer relativ einfachen und ermüdenden Arbeit gebunden und kann in der Zeit keine anderen Aufgaben erledigen.
Bei sehr großen Ölmühlen gibt es teilweise Tagesleistungen von 1000 bis 1.500 Tonnen (vor allem in der Erntezeit), die auf diese Weise jeden Tag überprüft und erfasst werden müssen. Es liegt auf der Hand, dass es für die menschliche Analyse fast unmöglich ist, mit kleinen Handproben von z.B. 25 Gramm immer den besten und aktuellsten Überblick über die Warenannahme und die Zusammenstellung der Raps-Qualität zu bekommen. Allein der zeitliche Aufwand ist enorm und mit der manuellen Analyse bekommt man nicht die nötige Kontrolldichte.
Das grundsätzliche Vorgehen ist bei der Besatzanalyse immer ähnlich. Zuerst einen Überblick gewinnen, dann in Fraktionen einteilen, am Ende kommt die automatische Analyse.
Die Firma Kunkel bekam die Anfrage, ob die Analyse von Raps und Kletten mit der Besatzmaschine möglich ist. Dazu wurde ein neues Produkt angelegt und die Bild- und Einstellparameter für diesen Anwendungsfall eingerichtet und optimiert. Es hat sich herausgestellt, dass sich auf den ersten Blick die Kletten nicht sehr deutlich vom Grundprodukt Raps unterscheiden. Größe, Form und Farbe sind sehr ähnlich. Mit den präzisen Einstellparametern der Besatzmaschine war es dennoch möglich, eine Unterscheidung vorzunehmen. Dabei helfen z.B. die Tatsache, dass die Größe und kleinste Farbabweichungen sehr präzise erfasst werden können.
Bei der anschließenden Nachkontrolle der Analysebilder haben wir eine fast 100-prozentige Treffsicherheit erhalten, d.h. in den Kontrollbildern für Kletten befanden sich auch nur Kletten und keine anderen, fälschlich eingeordneten Objekte.
Der Vorteil bei unserer automatischen Besatzanalyse besteht des weiteren darin, dass wir in einem Durchgang noch andere Besatzarten wie z.B. Fremdgetreide, Spelzen oder Staub erkannt haben und die Ergebnisse sofort und ohne weitere Wiege- und Rechenschritte dem Anwender zur Verfügung stehen.
Es ergibt sich außerdem ein deutlicher Geschwindigkeitsvorteil: Beim manuellen Auszählen von Raps haben wir für ca. 2 Gramm ca. 10 Minuten gebraucht. In der gleichen Zeit hat unsere Maschine aber über 160 Gramm analysiert, d.h. die digitale Zählung ist über 80x schneller als die Handuntersuchung.
Für das Labor wird die Maschine also eine wichtige Stütze für die tägliche Analyse-Arbeit. Die Maschine kann z.B. als „Voruntersuchung“ genutzt werden und einen ersten Hinweis über die genaue Zusammensetzung der Proben geben.
Mit der Besatzmaschine können nun wesentlich häufiger Stichproben gezogen werden und es ist auch problemlos möglich, die Analysemenge zu erhöhen. Allein dadurch erhöht sich die Genauigkeit und die Aussagekraft über die Qualität der angenommenen Waren.
Zu den toxischen Effekten von Mutterkornalkaloiden zählen Darmkrämpfe, Halluzinationen sowie das Absterben von Fingern und Zehen aufgrund von Durchblutungsstörungen. Fünf bis zehn Gramm Mutterkorn können für einen Erwachsenen tödlich sein.
Eine Handlungsempfehlungen zur Minimierung von Mutterkorn und Ergotalkaloiden in Getreide gibt vor, dass bei einer positiven Sichtkontrolle mit Mutterkornbesatz eine Probemenge von mindestens 250 g ausgezählt werden soll. Gegebenenfalls muss eine Zweituntersuchung mit einer größeren Probemenge (z.B. 1000 g) durchgeführt werden. Das ist eine sehr zeitaufwändige und kostenintensive Arbeit, die auch zu sehr subjektiven Ergebnissen führt. Das Besatzanalyse- System der Firma Kunkel ist ein vollautomatisches, digitales System zur schnellen Beurteilung des Besatzes von Getreide und anderen Naturprodukten in der Rohstoff-Annahme. Besatz sind unerwünschte Bestandteile im Getreide, wie z.B. Fremdgetreide, Mutterkorn, Unkrautsamen, Erde, Steine, Metall, gebrochene, schmächtige oder durch Pilz- und Schädlingsfraß beeinträchtigte Körner. Das Labor-System bietet eine sehr schnelle Analyse, außerdem ist es platzsparend im Aufbau und einfach in der Bedienung. Mutterkorn kann dabei sehr gut über die Größe und die dunkle Verfärbung gefunden werden.
Nach dem Einschütten der Probe startet man die Analyse mit einem Klick auf „Auftrag starten“. Die Besatzmaschine übernimmt die Beurteilung der Probe vollautomatisch und selbstständig. Der Messvorgang wird automatisch beendet und die Besatzklassen werden in Prozent angezeigt.
Die Verwendung der Besatzmaschine bringt einen Beitrag zur Gewährleistung der Lebensmittelsicherheit- und Qualität.
Viele Menschen wissen gar nicht, was Stippen sind, dabei gibt es viele Produkte im Lebensmittel- oder Industriebereich, die herstellungsbedingt braune oder schwarze Partikel im Endprodukt haben können. Dazu gehört z.B. auch Stärke, die aus Kartoffeln, Weizen oder Mais hergestellt wird und viele Anwendungsbereiche in der Industrie und bei Lebensmitteln hat. Bei Lebensmitteln schätzt man z.B. die Quellwirkung, die zu gebundenen Soßen führt und Nahrungsmittel verdickt und stabilisiert. In der Industrie wird Stärke u.a. als Klebstoff oder zum Verdicken von Farben eingesetzt.
Gute Stärke zeichnet sich als Rohprodukt durch die weiße Farbe und die Reinheit aus.
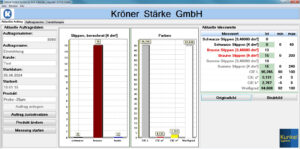
Die Firma Kröner Stärke hat bei der Stärke-Herstellung große Erfahrung und bietet hervorragende und hochwertige Stärke-Produkte an. Zur Unterstützung der Qualitätskontrolle wird u.a. unser Scanner-System verwendet. Im Juli waren wir bei unserem Kunden und haben das neuste Update mit vielen neuen Funktionen für unser Scanner-System übertragen.
Dabei haben wir die Software, die nun schon seit 5 Jahren im Einsatz ist, aktualisiert und auf den neusten Stand gebracht. Außerdem wurde der Scanner ausgetauscht, weil er nach intensiver Benutzung im Labor einige Gebrauchsspuren hatte.
Unser Kunde misst die braunen und schwarzen Stippen in der fertigen Stärke, aber auch der Weißgrad ist für die endgültige Qualitätsbeurteilung sehr wichtig.
Die Galerie zeigt Bilder aus dem Labor. Diese können mit einem Linksklick vergrößert werden.
Die Stärke wird in verschiedenen Qualitätsstufen hergestellt. Kleine Schwankungen im Weißgrad sind mit dem menschlichen Auge kaum zu erkennen, darum benötigt man ein System, das auch die kleinsten Farbabweichungen zuverlässig und objektiv erkennen kann. Diese Werte werden dann in eine Tabelle eingetragen, damit Abweichungen von den aktuellen Produktionsstandards sofort erkennbar sind.
Unser Scanner-System liefert die nötige Genauigkeit zur Kontrolle der Stippen und des Weißgrades. Jede Probe kann innerhalb von wenigen Minuten gemessen werden. Außerdem haben wir eine neue Kalibrierung durchgeführt und das System ist nun auf unser neues Farbmessgerät kalibriert.
Wenn in der Zukunft wieder ein Scanner ausgetauscht werden muss, kalibriert man diesen auf die korrekten Farbwerte und die Messungen können nahtlos weitergehen, ohne die internen Spezifikationen anpassen zu müssen.
Was für eine großartige Veranstaltung der Uni Hohenheim zum Thema Einkorn, Emmer und Dinkel!
Wir bedanken uns recht herzlich bei Dr. Longin und seinem engagierten Team, dass es uns möglich gemacht hat, Teil dieser interessanten Veranstaltung zu sein und so viele nette neue Menschen kennenzulernen!
Bei den Kurzvorträgen konnten die interessierten Zuhörer einiges über die Herstellung oder Züchtung von Saatgut lernen und was z.B. alles bei der Qualitätskontrolle von Emmer und Einkorn-Mehlen wichtig ist. Es gibt sehr viele Details, die man beachten muss und Ascorbinsäure hat z.B. einen großen Einfluss auf das Backverhalten. Der Rohprotein-Gehalt allein ist nicht ausschlaggebend, es ist die Verbindung der einzelnen Inhaltsstoffe, die man bei jeder Untersuchung beachten muss. Es wurde außerdem deutlich, dass die Theorie oder einzelne Messwerte nicht ausreichen, um die Qualität von Getreideprodukten zu bewerten, es ist vor allem wichtig, dass man auch einen praktischen Backversuch in die Untersuchung einbringt. Dazu werden für Urkorn-Produkte eigene Teiglinge hergestellt.
Besonders gut gefallen haben uns die Vorträge von Simon Glocker und Sebastian Brücklmaier, die bei der Herstellung von Prämienprodukten sehr viel Erfahrung gesammelt haben und den interessierten Zuhörern mit ihrem kurzweiligen Vortrag die vollständige Entwicklung des FC Bayern Brots nähergebracht haben.
Persönlich hat mich noch der Stand der Firma Alb-Gold begeistert, wo uns sehr ausführlich erklärt wurde, welche innovativen Nudelprodukte es gibt. Die innovativen Verpackungen aus Papier konnte man live „erfühlen“ und sich von der Wertigkeit und dem gelungenen Design überzeugen.
Für eine leckere Verpflegung sorgte der Bäckerinnungsverband Südwest e.V., bei der man sich live von der Qualität und „in echt“ von dem guten Geschmack der Urkorn-Backwaren überzeugen konnte.
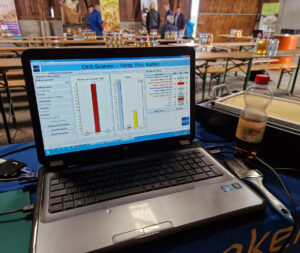
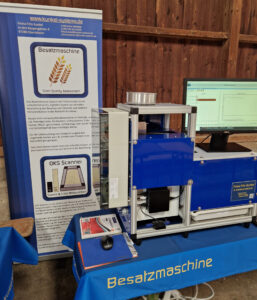
Für die Firma Kunkel Systems haben sich einige interessante Anfragen ergeben und neben vielen neuen Menschen konnten wir auch ein paar bekannte Gesichter wieder begrüßen. Wir haben auf dem Feldtag unsere Besatzmaschine und das OKS Scanner System vorgestellt. Die Besatzmaschine erlaubt die digitale Beurteilung von Getreideprodukten und spart im Labor und vor allem in der hektischen Erntezeit wertvolle Zeit. Das Scanner System dient zur Nachkontrolle von Mehlen und Grieß auf optische Verunreinigungen (Stippen) und Farbe. Alle Untersuchungen können mit einem Mausklick gestartet werden und dauern nur wenige Minuten.
Fritz Kunkel und ich sind nach der Informationsveranstaltung mit einer Ladung voller Eindrücke nach Hause gefahren.